Elon Musk – You Are Wrong About Forming Stainless Steel – Part 2
Contents
We will continue this topic on the Cybertruck, by investigating additional statements made about the Tesla Cybertruck and forming stainless steel. It has been stated by Tesla, that the new Cybertruck will be “incredibly cheap” to bring to market. Let’s also note that the expected initial planned volume of Cybertruck is 50,000 units, as some sources are estimating, although pre-orders are beyond this number. StampingSimulation recently wrote a Part 1 of this topic, that you should go check-out before continuing.
Let’s quickly recap what was written last month in “Part 1” of this article.
- Elon Musk revealed new Cybertruck to be made from Ultra-Hard 30X Cold-Rolled stainless-steel
- Panel thickness to be 3mm thick and
- Cybertruck is so planar because forming stainless would break the stamping press
- StampingSimulation proved that forming stainless steel is possible, and fairly routine in the automotive industry
- Clever marketing? OR genius engineering?
Tesla also stated that the process to bend the stainless sheet into the planar shape of the Cybertruck was to score the sheet and bend it, much like origami and then weld it into shape. A very large sheet of stainless would at first be laser cut or water jet cut into a flat pattern. This is how the prototype Cybertruck was made, it was revealed.
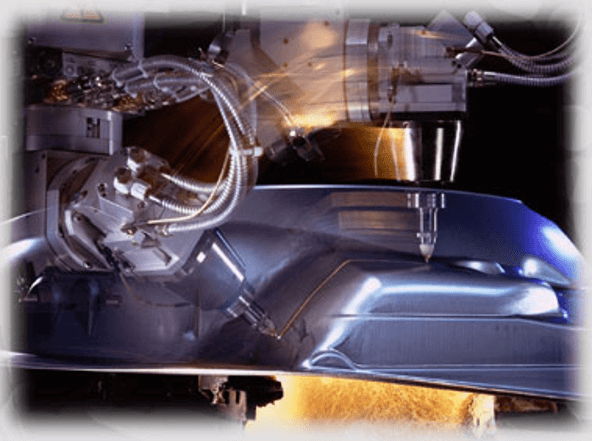
Laser cutting example, however, this is 3D laser cutting a formed sheet metal part, which is not how the Cybertruck will be made. Laser cutting is a slower process, compared to cutting in a stamping tool.
How the Cybertruck Can be Made
The exact process of bending the exoskeleton into shape is critical to the success (or failure) of the Cybertruck and this also means that “normal” or “traditional” body manufacturing methods cannot be used.
And this is where the problem lies. Sheet metal stamping (including stamping stainless steel) is incredibly efficient when done correctly and in a high-speed production line. It is not uncommon for automotive parts to be produced at a rate of 30 to 50 parts per minute. Sometimes slower, sometimes faster, depending on the size and the exact nature of the part. This is achieved by using mechanical transfer methods, and also with robotic transfer systems. Also, the entire bodysides outer panel is often stamped as one part, using current production methods.
Efficient Tooling vs. Laser Cutting
The cutting of the blank (or the flat layout) is done by “blanking” tools that can cut and trim the entire shape in less than one second and repeats endlessly until an entire roll of steel (or any sheet material, including stainless steel) is consumed. For example, the entire “flat layouts” needed to produce the initial volume of 50,000 units of the Cybertruck could be produced in less than 17 hours, using traditional stamping methods. How long would laser cutting or water jet cutting take to produce the same volume of blanks? Answer: Much, much longer. Perhaps a thousand times longer, if we assume a single laser cutting machine vs a single stamping press.
Similar to the forming process. The forming stages of a well-designed stamping process are always part of the same “gang” of tools, all stages of the stamping tool are subsequent to each other. Thus whether it be a two-stage forming tool or a twenty stage forming tool, once the tool is running, one part is produced with every stroke of the press. The stroke rate (as before) can easily be 50 strokes per minute. That’s the same speed as just the cutting process!
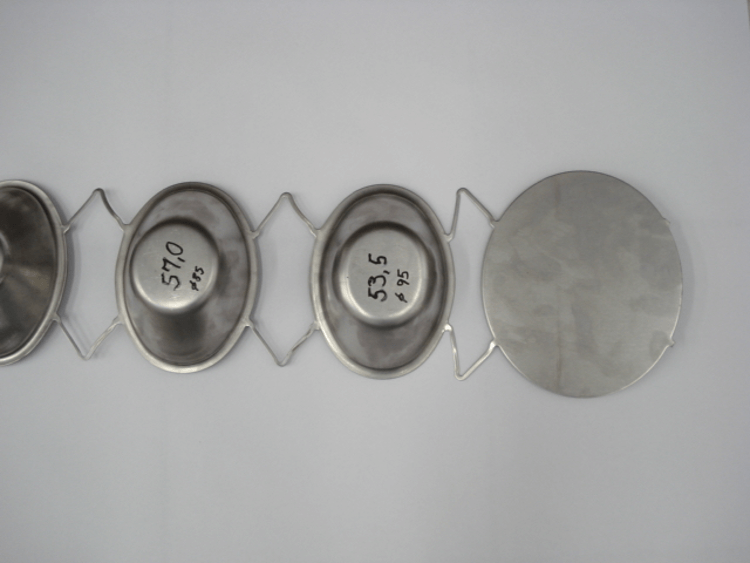
This is an example of STAINLESS STEEL being cut AND formed (stamped) in a high-speed progression tool. This example makes one stainless steel part every 2 seconds.
A bending process can be done in a stamping tool. But the method described by Tesla to bend the laser cut stainless sheet for the Cybertruck implies a CNC bending method or perhaps a brake press method. Either way, this bending method is time-consuming, and even more so for a large part.
The slowest, least efficient way to manufacture a sheet metal part is to laser cut and fold it manually. That’s why this is the method used to create low volume or prototype parts. Granted,
Elon Musk may be set to disrupt the stamping industry with a revolutionary method for high-speed laser cutting and bending, but I doubt it. At least, there is no indication that the manufacturing process for the Cybertruck will be a revolution, at this point.
The reason laser cutting and bending a steel sheet is “cheap” is because there is no special tooling required. No investment upfront. BUT the downside is that this method is SLOW! Elon
Musk forgot to mention that detail.
The Truth About Cybertrucks
More likely, the truth is that the Cybertruck is intended to be a low volume production because the chosen manufacturing method does not lend itself to high volume production. In the automotive industry, high volume production means 300,000+ vehicles per year. Perhaps there could be a limited number of Cybertrucks made in total OR perhaps 50,000 units per year is the maximum product volume possible. Elon Musk may well be planning a “prototype production run” of Cybertrucks, with limited volume.
Time will tell. Engineering genius OR clever marketing? Can the Cybertruck achieve what the DeLorean could not? Time will tell.