What is Springback in Forming Simulations and How to Identify It
Contents
During the forming process, springback occurs in every sheet metal part, even the most simple parts. In determining the magnitude and severity of springback, the main factor is the combination of the material’s Yield Strength (YS) and Tensile Strength (TS). Often, complex sheet metal parts using high strength material exhibit extreme amounts of springback. During the design phase, if it is not accounted for, unexpected problems will arise.
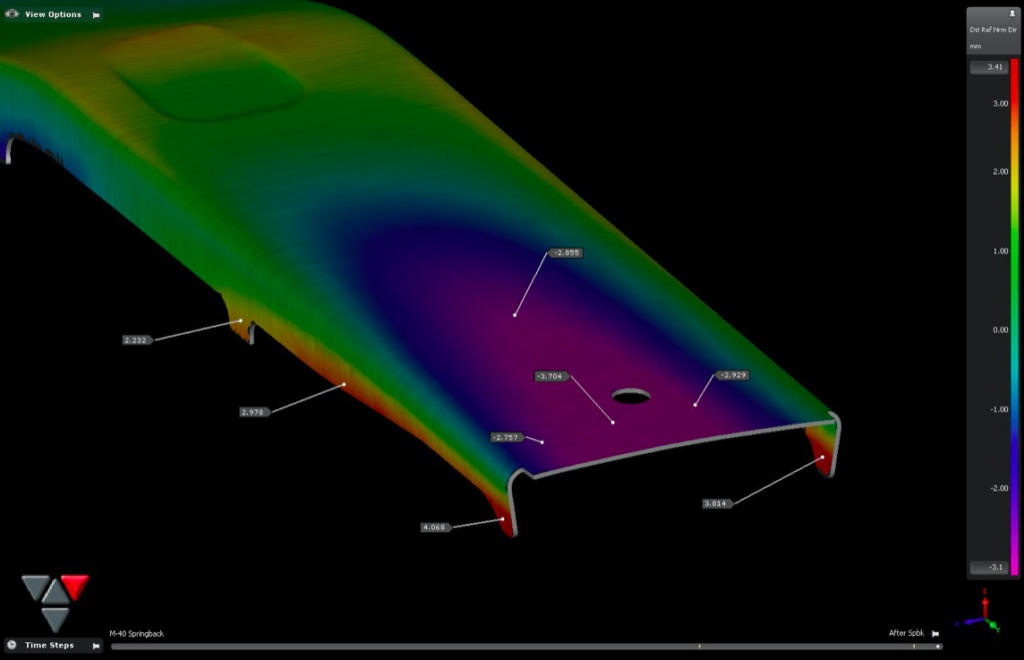
This part exhibits up to +4mm of distortion on the side flanges and –3.7mm on what should be a flat top face
What is Springback?
Springback is the recovery of the elastic stresses induced during the metal forming process. Once a sheet of metal plastically deforms to a given shape by a forming tool, the final shape of the sheet is subject to change as soon as the forming tool is removed. The sheet of metal, having just been formed to the desired shape, relaxes to a new shape as soon as the forming force is removed. This is
the equalization of elastic stresses and strains which occurs as soon as the forming force is removed
What Causes Springback?
As desired, stresses and strains in the plastic region deform, however, elastic stresses and strains attempt to return to their original state. As the majority of the sheet is permanently deformed by plastic stresses and strains, any residual elastic stresses twist and distort the sheet metal shape. Materials with high Yield Strength (e.g. YS = 550MPa) tend to springback in a more severe manner. Although, the key factor is not solely the Yield Strength, but also the Tensile Strength. Specifically, the more similar the value of YS and TS are (e.g. YS = 420MPa, TS = 480MPa), the worse the springback magnitude potentially becomes. Furthermore, the part’s geometry, the forming process, and other factors determine the severity and lead to an uncalculated problem.
What is Negative Springback?
Negative, or positive, springback refers to the direction. Negative springback values may indicate the sheet’s deformation in the -Z direction, while positive may indicate deformation in the +Z direction. Springback is a vector; therefore, a direction must be specified alongside its magnitude in reports.
How Do You Calculate Springback?
To perform a calculation, the elastic properties of the given material, YS and TS, bend radius, material thickness, and more, are required. For the simplest straight line bending operations, springback may be calculated by hand. For complex operations, sheet metal forming simulation is required.
How Do you Overcome Springback Issues?
In overcoming springback in sheet metal parts, there are numerous techniques. For basic straight line bends (e.g. folded part on a brake press), overbidding is a valid technique. However, for the rest, especially complex 3D parts, sheet metal forming simulation is necessary to determine and adjust springback.
Through advanced simulation software, such as AutoForm, with the predicted springback shape calculation, the software compensates in the opposite direction. Although, the shape required to fully correct for springback, is usually not 1:1. Bending the part, often in 3D, by more than the original amount of springback is required to attain the desired result.
Aside from springback compensation of overbending, stretching the entire part as much as possible during metal forming processes is another technique. The method work “hardens” or “strengthens” the entire surface area. Therefore, it holds the desired shape due to the increased plastic deformation induced by a stretch forming process.
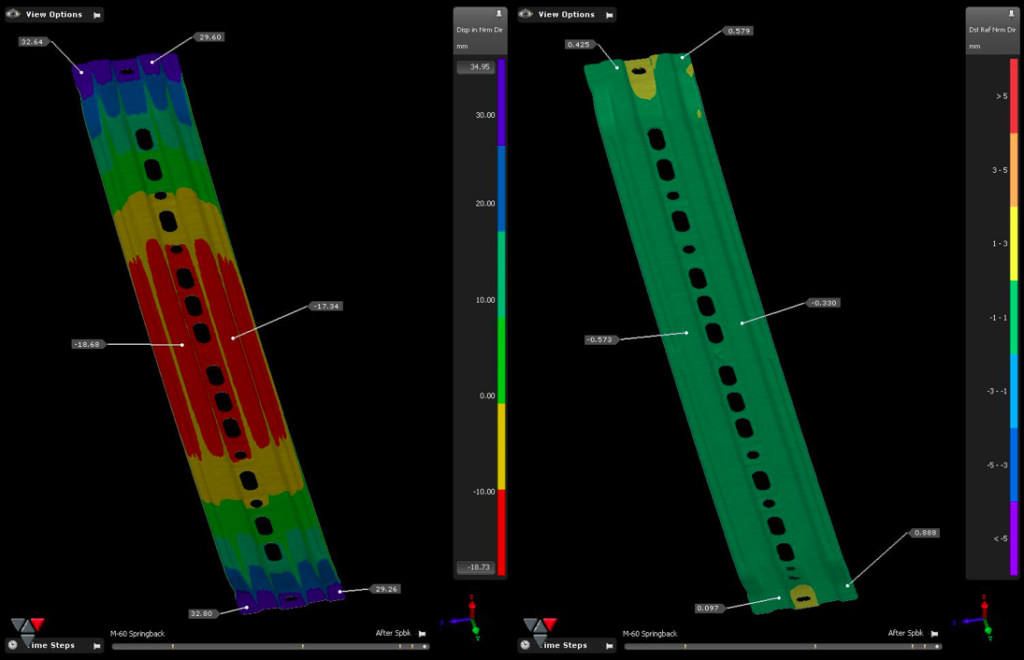
Left: a part exhibiting +30mm springback distortion
Right: Using AutoForm, the same part is compensated to reduce springback to <1mm
Stampingsimulation.com provides advanced springback calculations and solutions for springback issues for any sheet metal project using AutoForm. Contact us today.