Hydroforming Solutions for Complex Metal Forming
Metal hydroforming can either be a sheet or a tube. Either way, the process can be simulated whether the parts be complex or simple.
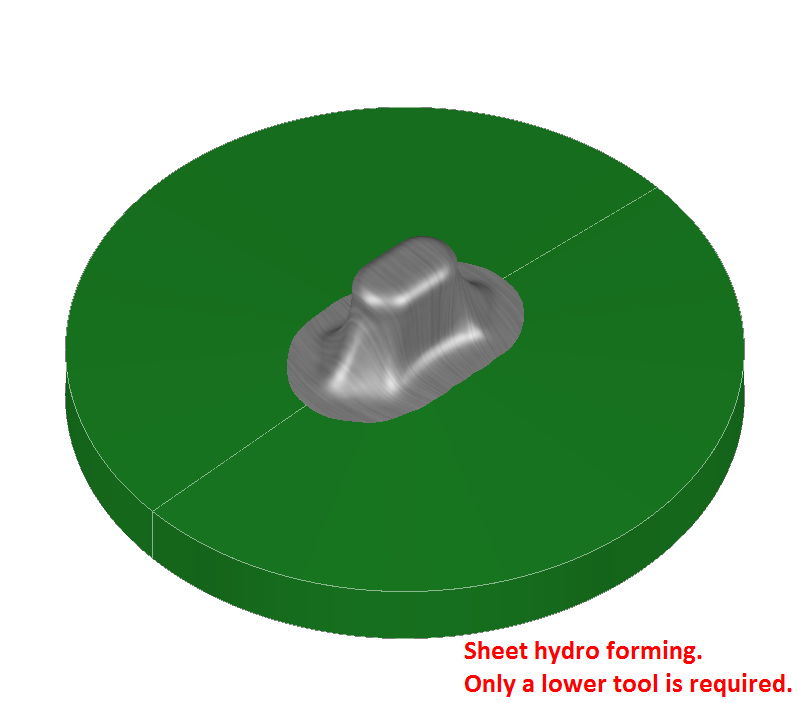
In the case of sheet metal hydroforming, the process is a simplified version of a metal stamping tool. A suitable tool must be machined (usually the lower tooling) such that a flexible bladder can be pressurized over the top of the sheet metal blank. This is then forced downward onto a lower tool, with a binder if necessary, thereby forming the sheet metal to the shape of the tooling. This is the most simple method of hydroforming.
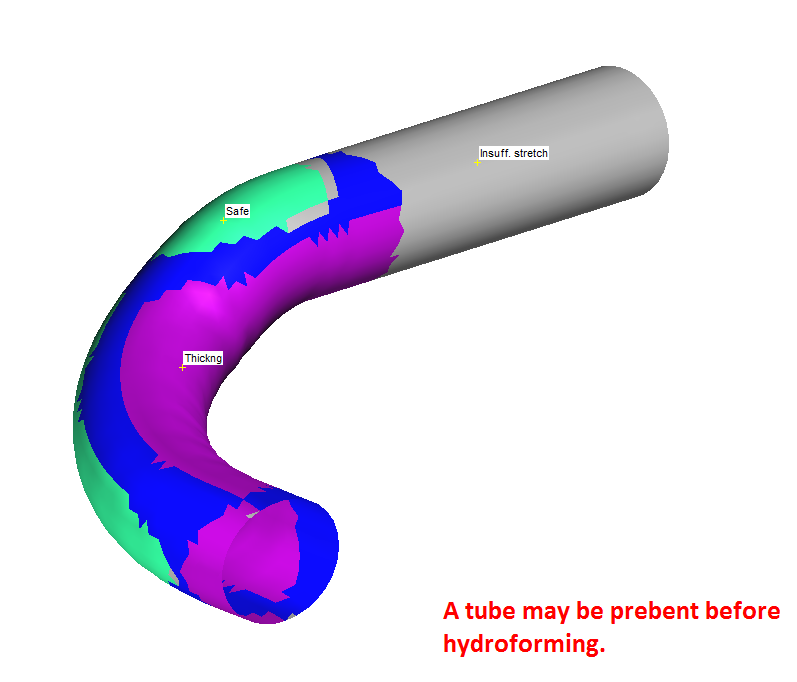
In the case of tube hydroforming, the necessary process steps can be complicated, depending on the product to be hydroformed. Tubular stock may need to be at first bent into basic shape using a tube bender (another type of tube forming process). The tube bending process must be included in the hydroforming simulation.
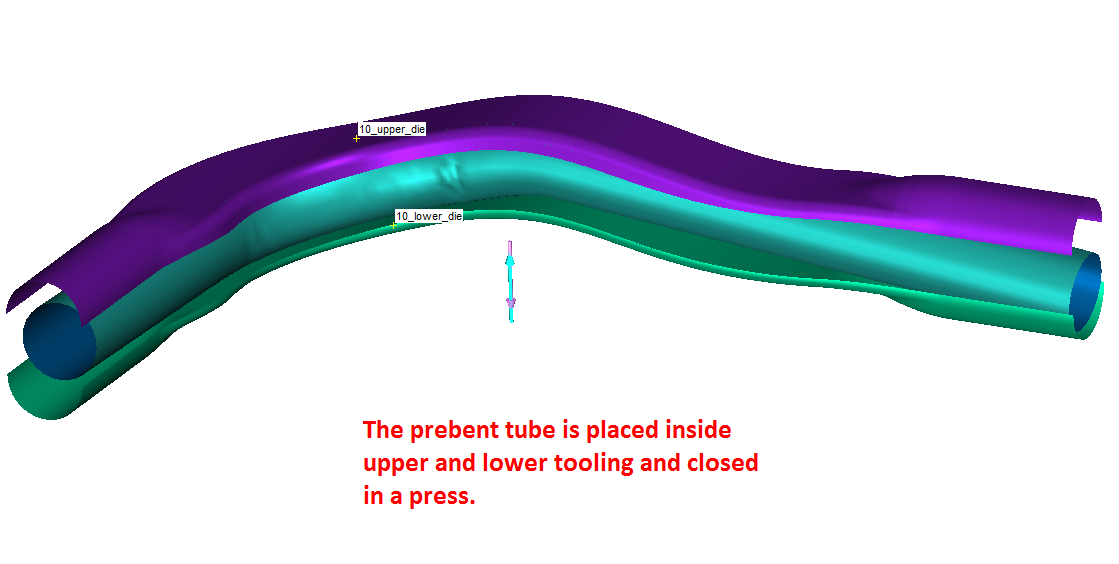
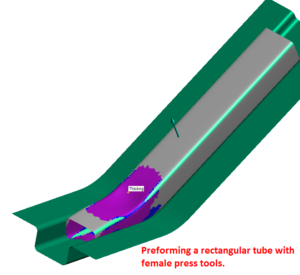
The next step in tubular hydroforming is often a pressing operation, whereby the pre-bent tube is placed in a female-female die set, usually in a hydraulic press. Given the tubular nature of the yet to be formed part, the ends are open and hydraulic fluid (usually water) is introduced into the tube. The ends must be sealed tight against the tube, while pressure is applied to the fluid.
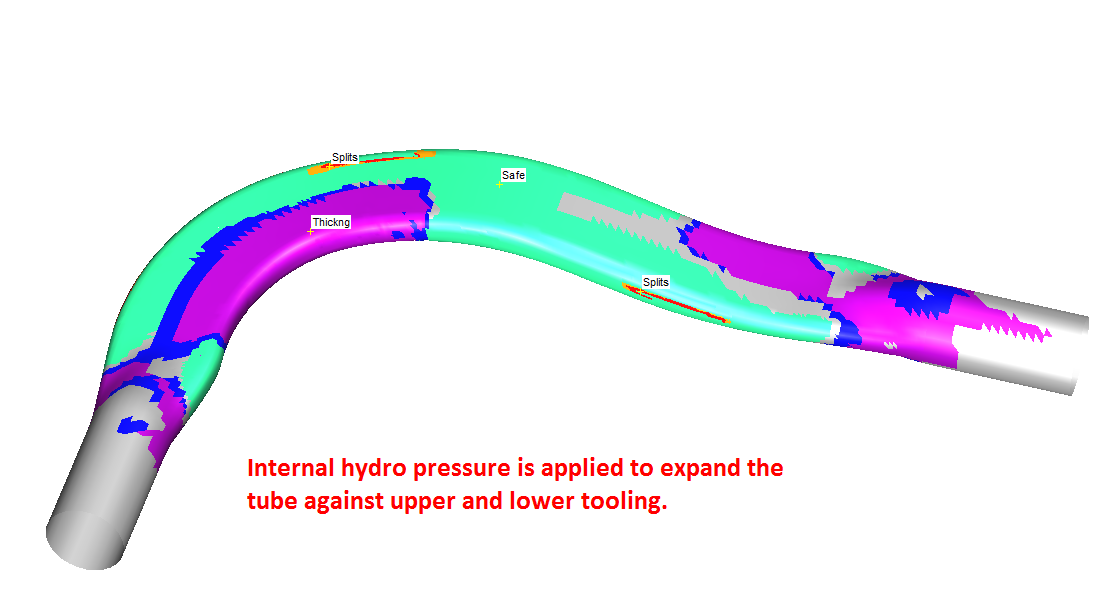
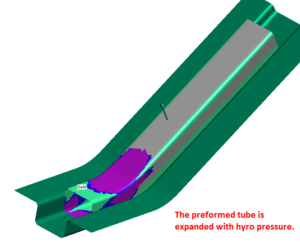
The internal pressure acting on the inside of the tube is the method by which the tube is expanded against the female cavity and formed into shape. The pressure required depends entirely on the size of the part (larger parts need more pressure, as do parts made from high strength material), and the press in which the tooling resides must supply sufficient shut force to prevent the two female die halves from opening during the process.
Therefore, the two key requirements for tube hydroforming are press tonnages (to keep the tooling closed under pressure) and the hydro pressure required to successfully form the tubular blank. Naturally, a lack of hydro pressure means the metal tube will not completely conform to the desired shape, as there will be insufficient pressure to form the tube to completion inside the female dies.
A press that cannot develop enough tonnage to keep the pressurized tooling closed leads to no possibility to keep the tooling closed during pressurization, and the process cannot be completed.
The Necessity of Hydroforming Simulation
The use of simulation is critical to determine these key parameters, press size and hydro pressure. Any part that requires forming with hydro pressure, be it a sheet of metal or tubular stock, must be simulated, to correctly determine the process steps and parameters needed to successfully hydro form the part.
Autoform and StampingSimulation provide all types of hydroforming simulation, and are able to find, predict and countermeasure problems such as splits and wrinkles, which are common defects to be avoided in hydro forming, in addition to visualizing and quantifying stress, strains and thinning introduced to the sheet or tube.
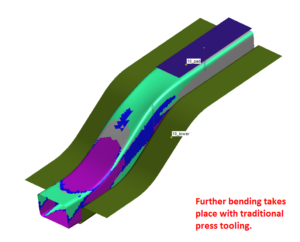
Note that the same tubular hydro forming capabilities in Autoform can be used to simulate tube forming and bending in general, including rectangular or square section tubes. See the images below.
We’d love to get in touch with you about any hydroforming simulation services that you may need. Contact our team to discuss your project or to request a simulation quote.