How to Use Forming Simulations to Improve Product Performance
Just a few decades ago, simulation technology wasn’t widely available to all companies. Today, this technology allows you to identify the best manufacturing processes and potential setbacks before you actually hit the production floor. This article highlights the power of metal forming simulation and discusses how it can help produce a product/part that exceeds performance expectations, regardless of the industry it’s for.
The best way to illustrate how forming simulation improves product performance for a sheet metal product is by way of example.
Let us consider a given sheet metal part. Apart from avoiding common metal forming problems such as wrinkles and splits, a sheet metal product must also conform dimensionally to perform as intended. Many sheet metal parts require a tolerance of +/-0.5mm. Imagine a sheet metal product that must be assembled together with hundreds of other sheet metal parts (for example, a car body). If the sheet metal product is out of tolerance, for example, by 2.0mm, the product cannot function as required.
This may be a sheet metal part that makes the structure of a windscreen, for example. If the sheet metal body that frames the windscreen is not within a controlled dimensional specification, the windscreen will leak water, which leads to a product fail for the end-user.
The most common reason sheet metal dimensions are “out of control” in high volume production, is springback. Springback is the elastic portion of the material’s mechanical properties that leads to the material returning to its original shape. Of course, when sheet metal material is stretched (or formed beyond its elastic limit), the deformation becomes permanent. But a small portion of the intended deformation is not “held” after forming, and the sheet metal part is said to have “sprungback”.
Interesting fact, in a frontal barrier crash test, the reason the vehicle bounces off the fixed barrier (aka rebound) is because of springback in the 400+ sheet metal parts that make up the body of the vehicle. Explore more here: https://www.youtube.com/watch?v=V9fzK9DG5Yg

The initial impact of the vehicle into the crash barrier causes the sheet metal parts to deform plastically, but to do this, the sheet metal material parts are elastically loaded, before the impact stresses cause permanent deformation. Once the load is removed (ie: the crash is over), the permanent deformation remains but the elastic stresses are yet to be released. Thus, in the next moment, all the elastic stresses are released and a rebound is a result. This is springback in sheet metal at work, in reality.
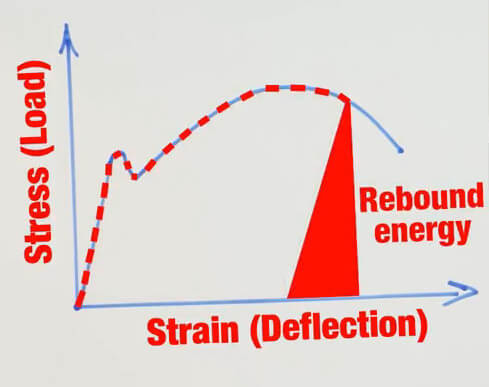
The rebound energy is also experienced in metal forming. Simulation is used to calculate the magnitude and direction of the springback after the metal stamping process has permanently deformed the sheet metal part. Simulation is then used to correct the expected amount of springback so that the final part can be produced within the required dimensional specification.
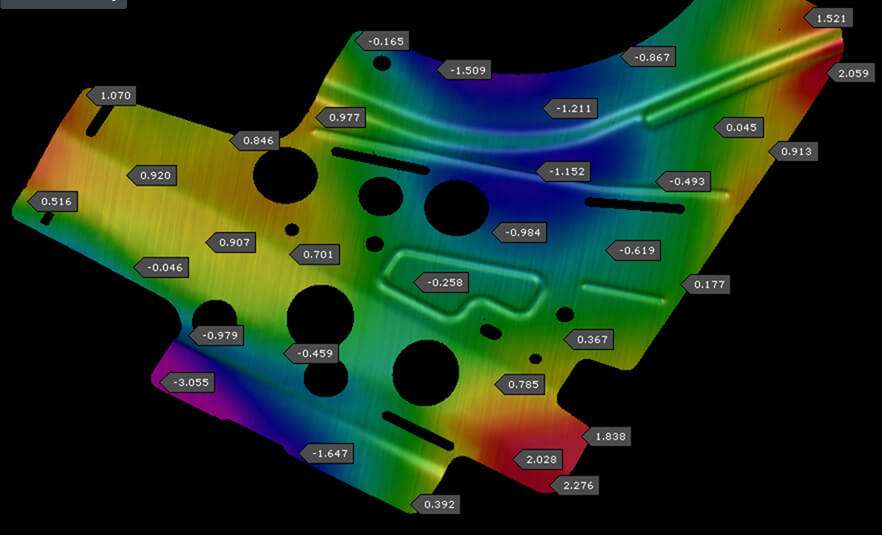
The dimensions of a product (mm) WITHOUT correction, predicted correctly by simulation.
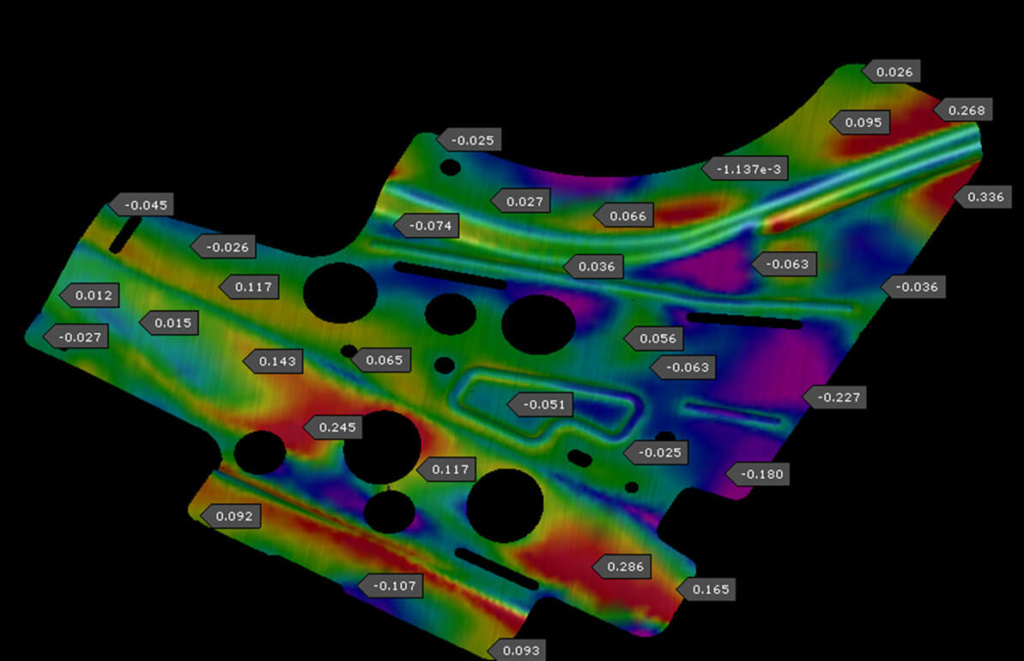
The dimensions of a product (mm) AFTER correction, using simulation
For your metal forming simulation concerns, you may contact us.