What is Deep Drawing and How Does the Process Work?
Deep drawing (in the context of sheet metal forming) is the process by which a flat sheet of steel is transformed into a deep (often complex) shape, whereby the flat sheet is “drawn in” from the edges and “sucked in” to create a deep shape that otherwise may not be possible using normal metal forming techniques.
[A simple deep drawn cup from a round blank]
The most simple example of a “deep draw” is a basic round cup. The metal forming physics of such a simple shape are well understood, since a cup is defined by just a few critical dimensions such as the diameter and depth. The thickness of the sheet is also a consideration. A deep round cup can easily be drawn from a circular blank by considering the ratio of the blank diameter to the diameter of the cup to be drawn. It was established perhaps more than a century ago that the ratio of the blank/cup diameter controls whether or not a cup shape can be drawn successfully from a sheet of steel.
This table shows “reduction ratios” for simple round cups, for a given thickness, to successfully deep draw just about any size or depth of round cup shape. A round blank can be drawn and re-drawn many times using multiple deep draw operations.
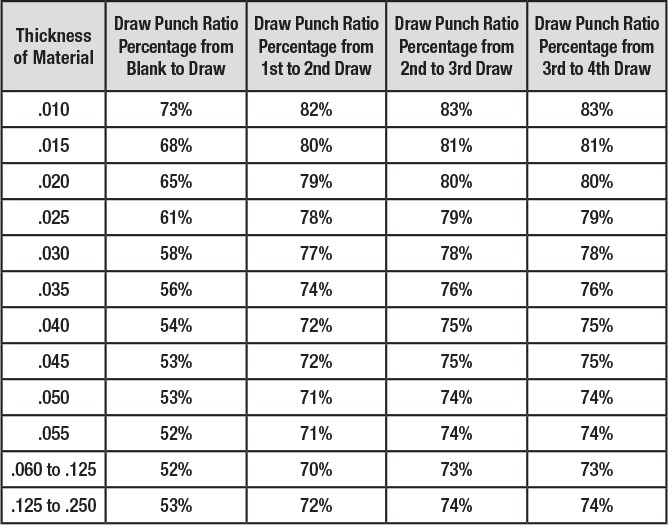
[Table of draw ratios for a successful deep draw]
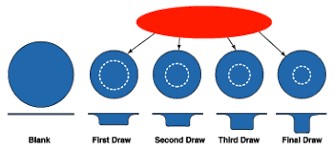
[Typical deep draw process for a deep round cup shape]
However, for any product shape that is not a simple round cup, there is no such table that will allow a successful sheet metal forming outcome. More complex shapes cannot not be intuitively deep drawn using a simple method or rule of thumb. With the improvements in Computer Aided Design (CAD) it has become possible to design un-imaginable shapes which meet modern performance and styling requirements and as such, modern techniques are required to figure out how to deep draw complex sheet metal shapes.

[Example of a complex deep drawn part]
The goal for most modern deep drawn parts is to fully draw the entire shape in just one stage. Where this is not possible, due to the limits of forming, the main shape may be deep drawn and then additional stages are used to finish form the remaining features which could not be achieved in the main draw stage.
It is less common to have multiple re-draw stages to achieve complex three dimensional product shapes, however, this may still be necessary. The reason a simple round cup shape can be drawn to almost any depth is because the edge of the blank material can easily be “drawn in” almost limitlessly. However, when the product shape becomes more complex, the edge of the blank may not freely “draw in” due to geometries that cause the flow of material to bind and stop the draw process, which then initiates stretching instead of drawing.
When the blank material stops pulling in (ie: drawing), the sheet metal material is forced to stretch which then quickly leads to localized necking and failure (splitting). Thus, a well designed deep draw process will allow deeper product shapes to be formed, compared to stretching alone.
Most complex deep draw processes also incorporate an amount of stretch, rather than 100% pure draw. Once the forming mode is a mixture of drawing and stretching, then computer simulation is needed to correctly design and predict the outcome of a proposed deep draw process.
Simulation software, such as AutoForm, can accurately and reliably predict the outcome of any sheet metal forming process prior to committing to tooling manufacture. If you have any questions about deep drawing and its process, contact us now.