Mitigating the Springback Effect in Sheet Metal Forming
The springback effect is a common phenomenon in sheet metal forming, and manufacturers need to make sure they take the necessary steps to compensate for this effect in order to deliver quality products. In this article, we discuss the basics of the springback effect, how it affects your products, and how companies can mitigate this effect by using simulation technology. The benefits of using simulations include reduced turnaround and significant cost savings compared to trial and error.
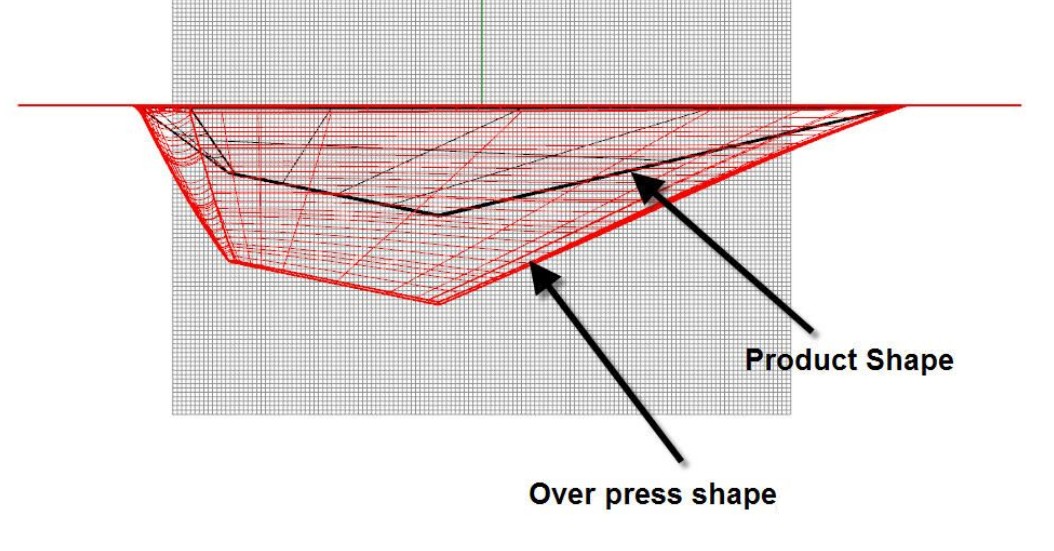
What sort of part would require an “over press” shape this different to the product shape?
In the above example, if the tool were machined to the product shape, the end result is a part with almost no shape…..or very little shape…almost a flat sheet. This is because the material in this example is a stainless steel MESH. This is an extreme example of springback.
If the tool is machined to the product shape, the mesh material does not hold the desired shape.
Using the trial and error method, the final “over press” shape was determined in 8x iterations of machining, pressing, measuring, then adjusting tooling shape, then repeat.
Using simulation, an equivalent mesh material can be simulated using AutoForm R7 where compensation iterations are done in the virtual world. That means multiple simulations are run and adjustments are made to the tooling shape virtually, while the software measures and morphs the tooling shape each time based on the previous simulation result.
The end result is that tooling can be cut and trialed in the real world, with much closer results than otherwise possible. The same over press shape was found in simulation, and in the real world, only 2x iterations were needed to make the part to the required dimensional specification.
In simulation, each iteration loop is <1 hour.
In reality, each iteration loop is approximately 12 hours.
The cost and time savings are significant by using simulation to calculate and correct for the springback effect. It has been stated by some that the basic rule in toolmaking is 1/10/100. The cost of toolmaking is:
$1 in simulation
$10 in design
$100 when the die is finished
…the point being that changes and corrections are cheapest in the simulation phase.
Want to Learn More?
If you want to find out what how Stamping Simulation can help make your metal forming project more cost-, time-, and resource-effective, contact us to learn more, or view our work to see what we’ve done for other clients.