Identifying and Resolving the Most Common Defects in Sheet Metal Forming
Contents
The most common sheet metal stamping defects are also the easiest to predict using advanced simulation software, such as AutoForm. Choosing the wrong size blank, under estimating the number of forming tools required, or encountering an unexpected wrinkle (or split) can be very costly if only discovered during first physical tool tryout.

Solving Common Defects in Sheet Metal Forming
The following issues can be identified and solved using incremental stamping simulation software – before any tooling is manufactured – using virtual tryouts:
- Wrinkles (either minor or severe)
- Splits (and risk of splits)
- Springback (or final part deviation from nominal)
- Incorrect process or number of forming tools
- Incorrect blank shape and/or size
- Excessive thinning/thickening of the sheet during forming
Wrinkles, splits, and springback are the three most common defects encountered during sheet metal stamping.
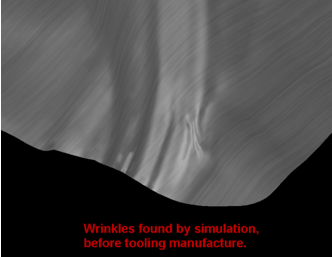
Wrinkles
Generally, if experiencing wrinkles during production, this could mean the wrong process was chosen to manufacture the part or a key process parameter (such as binder force) could be incorrect. Wrinkles occur when the sheet metal stamping process produces compressive strains that “push” material together, causing the material to overlap each other in the worst case. A thicker material resists the compressive forces more so than a thinner material – speaking broadly – and thus a thin material will wrinkle more easily.
Wrinkles can often be solved by stretching or drawing material, instead of forming or “crushing” without any pads/binders restraining the flat sheet. However, for more complex 3D shapes, in addition to pads/binders, draw beads may be required to initiate maximum stretch in the material and prevent it from wrinkling.
The negative impact of removing wrinkles can be use of more material than just the net part shape, as flat material is needed to clamp and stretch the wrinkles out, which later is cut off as scrap. However, the cost of scrap may be insignificant compared to a serious process defect which may lead to rejected parts in production.
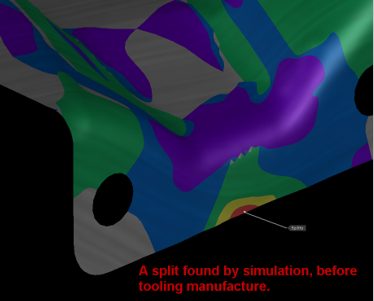
Splits
Splits occur when strains cause the material to thin beyond the material’s safe limits. Although sheet metal has work-hardening (or more correctly, work-strengthening) characteristics that increase the material’s formability as strains increase, there is a finite limit at which splitting will occur. This also depends on the direction of strains in the sheet metal product being formed. The beginning of a split may be observed as a localized yield (or necking) before a full split is opened up. This occurs because the material has yielded and then stretched past it’s ultimate tensile strength, and then gone a little further along the stress-strain curve.
Using the FLD (forming limit diagram) is key to solving splitting issues, and all splitting defects that are predicted in incremental simulation software are based on FLD criteria, and subsequent FLC (forming limit curve) for each given material.
Solving a splitting issue requires careful consideration of material type, material thickness, minimum form radius, form depth, number of forming stages, blank shape/size. Stamping simulation software is often needed to cost effectively analyze and solve a splitting problem, to avoid cost prohibitive trial and error on the shop floor.
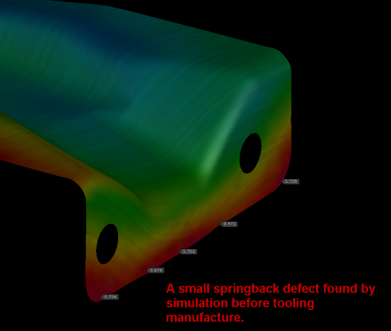
Springback
A springback defect may occur when an unexpected shape change takes place after forming or stamping is completed. The final part dimensional shape does not match the desired nominal shape and falls outside of required tolerances.
Springback defects are caused by the elastic region of the given material’s stress-strain curve, whereby the material is strained but then relaxes according its elastic characteristics. High strength materials typically exhibit severe springback problems usually caused by a much smaller difference between Yield Strength and Tensile Strength, compared to mild or low strength steels.
To solve a springback defect, multiple strategies may be required. The most common method is to “over bend” or “compensate” the forming tool shape to account for the springback defect. However, this method alone may not be successful and sometimes more effective methods are required, such as inducing positive stretching to increase part strength such that the product becomes stiffer and stronger than the original material, which leads to a reduction in springback.
Either way, advanced simulation software is needed to compute and compensate complex 3D geometries to cost effectively solve a springback defect.
Learn More
StampingSimulation uses AutoForm tools to efficiently and effectively create a successful forming process and avoid the most common defects found in sheet metal forming. To learn more about how our processes can assist you, contact us today.