Early Feasibility For Everyone – The Use of AutoForm-StampingAdvisor Plus in the Sheet Metal Development Cycle
Blank shape and dimensions are required submissions when stampers and die shops respond to RFQs. These very early material estimates are typically made from: experience on similar parts, process and equipment constraints, or simple unfolds of 3D shape. They carry very strong risks: underestimates can result in loss, overestimates can be uncompetitive; lack of product and process feasibility can wipe out any profits.
Like many things, it is desired to determine the blank size fast. The fastest method uses only the part geometry and material as inputs. But, getting a blank size fast without consideration for a process can be another source of hidden cost. The chart shown in Fig. 1 shows this clearly for several parts. Each blank utilization is based on a different method. A quick blank size that does not match the intended process can cause a very large difference in size and therefore cost.
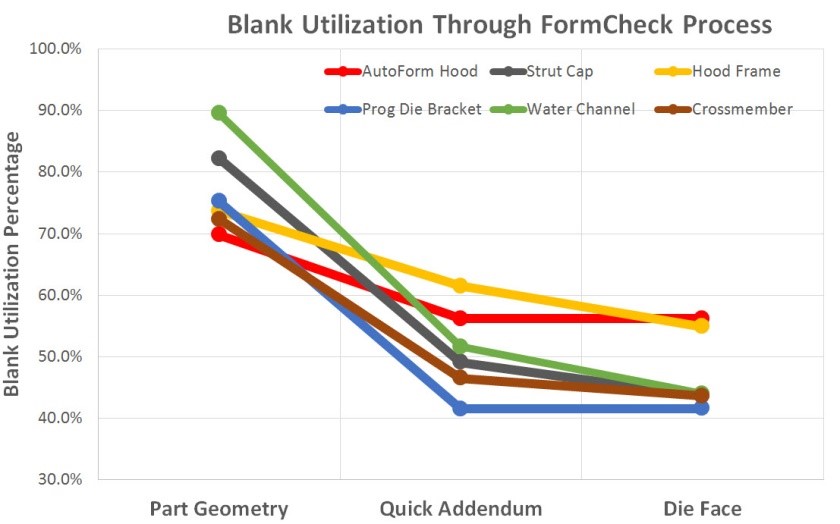
Figure 1: Three blank estimation methods are shown and results for each with different part types.
With very little additional time, a more accurate assessment of the blank size and formability can be completed. This is the Quick Addendum method also shown in Fig.1. Automatic generation of blank holder surface and simple addendum geometry is possible with no real die design knowledge (See Fig. 2). This results in a much more reliable blank prediction in comparison with a blank size based solely on the part geometry. Further adjustments are possible by the user to help determine a more probable process as well as to help reduce the blank size.
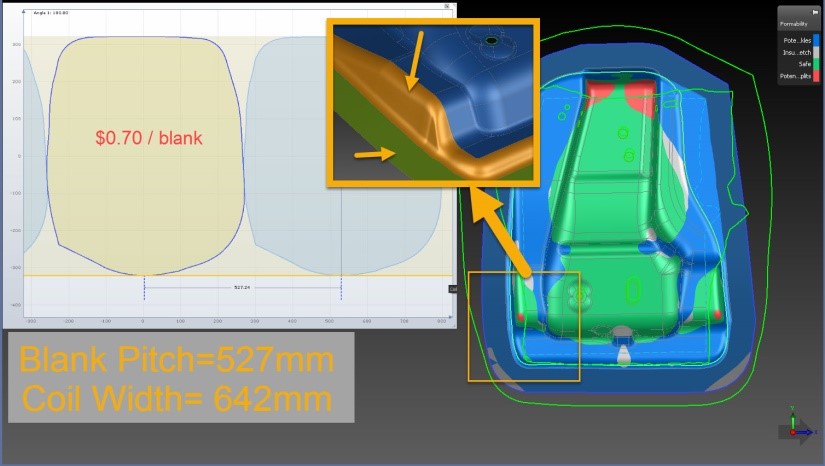
Figure 2: Simple Wrap surface and Addendum added for analysis.
More detailed process engineering can continue with the next method and this may force the blank size to change again, but this only needs to be done when appropriate. The last method shown in Fig. 1, Die Face, shows a fully developed process and the matching geometry created using AutoForm-DieDesignerplus. At this point, additional process conditions can also be explored to help determine both the best material utilization as well as formability. As seen in these example parts, the biggest change in the estimated blank size is from the Part geometry method compared to the Quick Addendum method.
All of these use cases require very little time to complete. When applied from early on in the part design cycle, AutoForm-StampingAdviserplus delivers significant benefits in terms of robust part manufacturability and material cost stability. It is clear that for many parts, the blank size cannot be determined by simply selecting the smallest size geometrically possible. The application of advanced software such as AutoForm-StampingAdviserplus creates a foundation for data-based process engineering and estimating. This can also help to improve the quality level of the part design due to reduced late design changes. More advanced analysis can be performed and detailed 3D information can be easily communicated as the engineering process continues when using software such as AutoForm as part of your engineering method.
Article by Jonnathan Varner, Technical Team Leader, AutoForm USA.