Splits in Sheet Metal Forming: Causes and Solutions
Contents
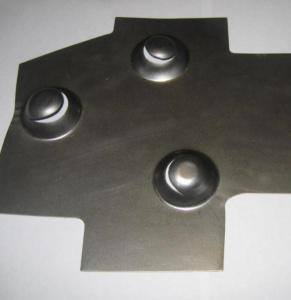
Sheet metal forming involves applying force to a piece of metal to change its geometry, instead of removing any material. Among the more common problems encountered are appearances of splits.
Splits in sheet metal forming are also known as tearing or ripping of material. A split occurs when the metal sheet fails in a local area due to the sheet metal forming process. It usually results from localized necking, leading to further stretching, causing the material to thin beyond its safe limits. Splits are common with more complicated geometry, especially when high strength material is used.
Splits are found routinely in simulations of sheet metal forming.
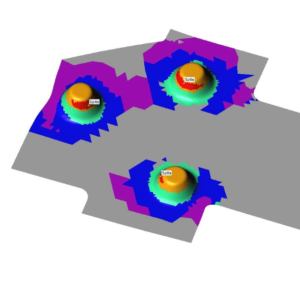
Simulation of sheet metal forming may predict the occurrence of splitting.
What causes splits to occur in sheet metal forming?
There are various reasons splits may occur when stamping sheet metal material. These include:
Unsuitable material properties: The material properties of the sheet may not be favorable towards adequate elongation (or stretching). Thus, small amounts of localized stretching will quickly result in a split.
Rust on form tools: The abrasive nature of rust can result in die damage. This may lead to a localized “pickup” or high friction between tooling and the sheet metal, causing concentrated strains (stretching).
Incorrect blank size and shape: Extra sheet metal material on the blank may also contribute to splitting. This causes a larger surface area to become trapped between the die face and the blank holder. An increase in the resistance of metal flow during the forming process may lead to splitting.
Blank thickness variability: Variable blank thickness constricts flow, and the sheet may not stretch consistently. “Tightness” between the forming tools and the sheet can lead to splitting.
Excessive press speed and pressure: Excessive pressure from the blank holder may restrict metal flow leading to localized stretching, which may lead to splitting. On the other hand, not having enough blank holder pressure creates wrinkles, which results in fractures.
How to fix splits once they appear in the simulation
In solving a splitting issue in sheet metal forming, you must consider the following factors: material thickness, material type, form radius, as well as blank shape and size.
Unsuitable material properties: The selection of material type, grade, and thickness is critical to successfully forming a given sheet metal shape. You may have to reconsider the material grade if you cannot modify the product shape. Materials with a larger range between the Yield Strength (YS) and the Tensile Strength (TS) allow more elongation to occur before splitting (failure).
Alternatively, you will need additional forming stages to successfully form the desired shape. Simulation helps predict the success or failure of any given material.
Rust on form tools: Tooling maintenance will prevent formed operations from fouling and becoming unsuccessful. You may use lubricants or coatings in forming tools. Tooling faces should be inspected regularly for rust and other damage.
Incorrect blank size and shape: The blank shape and size must be carefully engineered during the design phase of a tooling project. This is to ensure that the correct amount of material can flow as required to prevent splitting. You may do this with simulation, before constructing any tool design.
Blank thickness variability: Variable blank thickness constricts flow, and the sheet may not stretch consistently. “Tightness” between the forming tools and the sheet can lead to splitting because the material cannot flow as needed to prevent splitting.
Excessive press speed and pressure: Excessive pressure from the blank holder may restrict metal flow leading to localized stretching, which may lead to splitting. On the other hand, not having enough blank holder pressure creates wrinkles, which results in fractures.
How to properly design a metal forming project to avoid splits in sheet metal forming in the first place
You can check and verify almost all aspects of a sheet metal forming operation, specifically in the tooling design phase. In fact, you can conduct simulations beforehand. This is more effective than doing a simulation after finishing a tool design.
This way, you can correct problems seen early on, especially before completing your tool design. You can, therefore, reduce time spent in tool design.
For your sheet metal forming concerns, you may contact us here.