How to Improve Springback Effect in Sheet Metal Forming
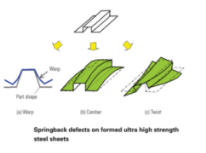
Springback is a major issue when it comes to metal forming and production. Advanced high-strength steels bring additional formability concerns, so knowing how to predict the magnitude and direction of springback through accurate simulation is more important than ever before. This can reduce production cost by lowering the amount of time invested and re-cuts necessary.
There are two major components to springback in the simulation environment.
- Springback prediction
- Springback compensation
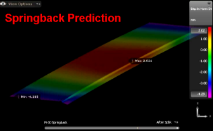
During springback prediction, the software adds a calculation step to visualize the 3D shape of the part after springback is calculated. The springback calculation step can be placed anywhere in the process, often at the very end. However, there are cases when predicting springback after each and every tooling step is necessary, for correct results.
The result is a 3D color map showing magnitude and direction of the expected springback. In order to closely match reality, accurate material data is crucial, as well as simulating the process exactly as it will be tooled. For example, if trimming operations are splitting between stages, so too must it be simulated to correctly capture the effect of the partial trimming on springback of the panel.
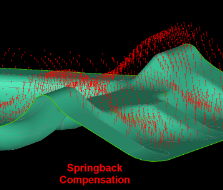
Springback compensation is the design and adjustment of the tooling faces to allow for the expected springback, usually “over forming” the part such that the shape of the part is correct after springback occurs. For simple forming operations (such as bending) compensation seems straightforward, and the old trial and error method may yield good results quickly. However, for today’s complex 3D sheet metal shapes, anything other than a straight line bend requires advanced simulation technology to predict and compensate for springback. Simulation uses a vector field to offset and morph tooling or part surfaces to create compensated data.
Naturally, material properties will change springback results significantly. Simulating with “generic” material numbers and applying springback rarely yields good results. A material test is always required for reliable springback calculation and compensation.
Although almost all simulation software can easily predict (calculate) springback, compensating for the springback problem can be a challenge for some simulation software. AutoForm uses a sophisticated iterative method to apply springback compensation more than once, applying, adjusting, simulating and re-calculating springback many times over until a specific result is achieved.
In addition, AutoForm is able to control regions of the tooling faces such that only specified faces are compensated. This becomes very useful on vertical faces where compensation would case undercut condition. AutoForm is able to keep vertical faces fixed whilst compensating all other faces. Furthermore, the compensated faces are easily exported after modification, and if “clean” tooling solids were imported, then the exported compensated faces are also clean and can be knitted and back into a solid successfully using CAD software such as SolidWorks.
 There are multiple strategies for improving springback in a sheet metal part. As mentioned, direct compensation is possible however this method may not always be a successful countermeasure to a springback problem. Due to the fact the sheet metal work hardens during forming/drawing, it is desirable to stretch a sheet metal part as much as possible to increase part strength, and thereby increase the rigidness of the part and lessen the effect of springback. Stretch forming is often a more effective solution to springback problems than direct compensation.
There are multiple strategies for improving springback in a sheet metal part. As mentioned, direct compensation is possible however this method may not always be a successful countermeasure to a springback problem. Due to the fact the sheet metal work hardens during forming/drawing, it is desirable to stretch a sheet metal part as much as possible to increase part strength, and thereby increase the rigidness of the part and lessen the effect of springback. Stretch forming is often a more effective solution to springback problems than direct compensation.